

 Дом
Дом




Высокоточный сервис по лазерной резке, штамповке, гибке и сварке нержавеющей стали и алюминия.
Высокоточная лазерная резка алюминия из нержавеющей стали, штамповка, гибка, сварка, сервис, демонстрация продукции, сва
Базовая информация
| Слушания | Процесс формирования |
| Промышленность | металлические штампованные детали |
| Допуски | 0,1 мм |
| Индивидуальные | Индивидуальные |
| Обработка поверхности | Покраска/порошковое покрытие/пескоструйная обработка/анодирование |
| толерантность | ИСО2768-Ф |
| Транспортный пакет | фанера |
| Источник | Циндао |
| HS-код | 7326909000 |
| Производственная мощность | 500 тонн |
Описание продукта
Высокоточный сервис по лазерной резке, штамповке, гибке и сварке нержавеющей стали и алюминия.
| Материал изделия | Q235/ Q345/ C10/ C20/ C45/ 16Mn и т. д. AL6061/ AL6063/ AL5754/ AL5052 и т. д. SUS201/ SUS303/ SUS304/ SUS316/ SUS316L и т. д. H57/ H58/ H59/ H62 и т. д. |
| точность | 0,1 мм |
| емкость | Детали: 1 миллион/месяц |
| Программное обеспечение для проектирования | 3D:PROE/ UG/ SOLIDWORKS 2D: AutoCAD/ PDF/JPEG |
| Обработка поверхности | Порошковое покрытие/горячее цинкование/покраска/полировка/брасирование/хромирование/никелирование и т. д. |
| Испытательное оборудование | Твердомер/химический анализ/цифровой измерительный проектор и т. д. |
| толщина | Доступны 0,1-20 мм или другие специальные конструкции. |
| Время выполнения | 15-50 дней в зависимости от продукта |
| Стандартный | ANSI/API/BS/DIN/JIS/GB usw. |
| оборудование |
|
| Производственная крышка | Легкий продукт/продукт для строительной промышленности/продукт для клапанов/продукт для замены автомобиля/автомобильная продукция/продукт для замены оборудования/мебельная продукция и т. д. |
Презентация товара
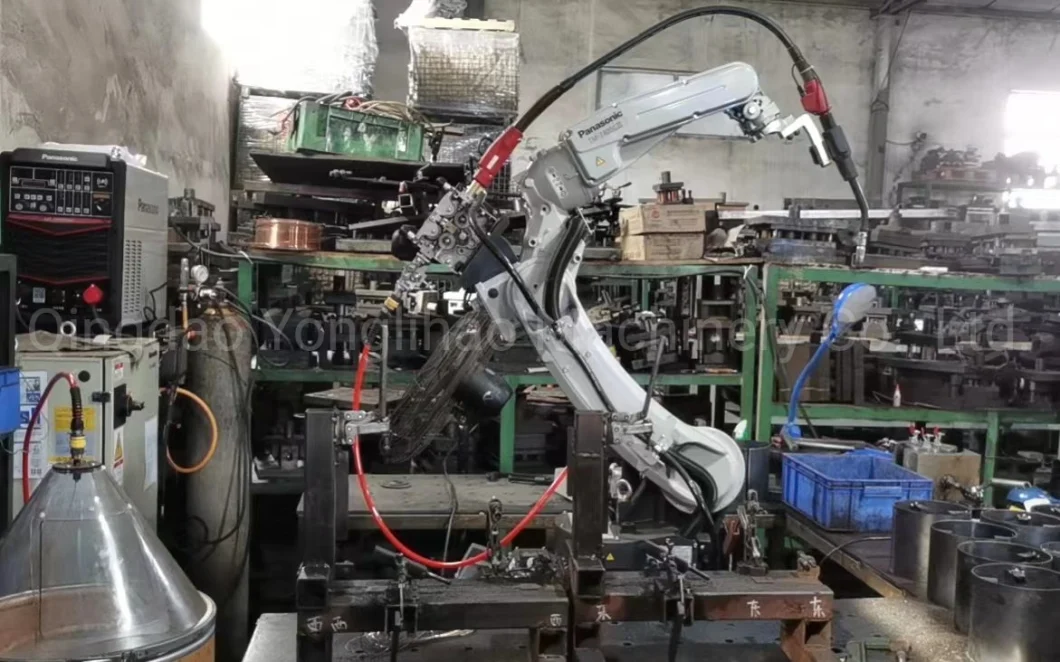
Преимущества сварки:
1. Аргонно-вольфрамовая дуговая сварка: 1) Аргон эффективно изолирует воздух, нерастворим в металле и не вступает в реакцию с металлом. При сварке дуга также может автоматически удалять оксидную пленку с поверхности сварочной ванны. Поэтому им можно успешно сваривать цветные металлы, нержавеющую сталь и различные сплавы, легко окисляемые, нитридные и химически активные. 2) Дуга вольфрамового электрода стабильна и десятки из них могут стабильно гореть даже при небольшой сварке. ток (менее 10 А), что особенно подходит для сварки тонких листов и ультратонких материалов. 3) Источником тепла и присадочной проволокой можно управлять отдельно, что позволяет легко регулировать подвод тепла и выполнять сварку при различных позиции. Это также идеальный метод для односторонней сварки и двусторонней формовки. 4) Поскольку капля сварочной проволоки не проходит через дугу, брызги не образуются, а сварной шов получается красивым. 2. Сварка MIG: 1) Инертные газы мало взаимодействуют с металлами. 2) На поверхности сварочной проволоки отсутствует слой покрытия, и сварочный ток может быть увеличен. Таким образом, проникновение основного металла велико, скорость плавления сварочной проволоки высока и скорость наплавки высока. По сравнению со сваркой TIG (газодуговая сварка с вольфрамовой вставкой) эффективность производства выше.3) Перенос капель осуществляется в основном за счет переноса луча. Переход короткого замыкания применяется только при сварке тонких листов, а переход-капля в производстве применяется редко. При сварке алюминия, магния и их сплавов обычно применяют подбалочный переход. Поскольку площадь катодного распыления велика, защитный эффект для сварочной ванны хороший, а формирование сварного шва хорошее с небольшим количеством дефектов. 4) При использовании метода короткозамкнутого перехода или импульсной сварки можно выполнять сварку во всех положениях, но это невозможно. Эффективность сварки ниже, чем у плоской сварки и горизонтальной сварки. 5) Обычно используется обратное соединение постоянного тока, чтобы дуга была стабильной, перенос капель был равномерным, разбрызгивание было меньшим и образование сварного шва было более плавным. хорошо.3. Сварка CO2: 1) Дуга CO2 имеет сильное проникновение, что может увеличить тупой край канавки и уменьшить размер канавки при сварке толстых листов; Высокая плотность сварочного тока и высокая скорость плавления сварочной проволоки; Как правило, очистка шлака после сварки не требуется, поэтому производительность сварки CO2 примерно в один-три раза выше, чем производительность электродуговой сварки. 2) Сварка чистым CO2 не может обеспечить передачу луча в общей технологической зоне. Обычно используется: передача при коротком замыкании и передача при падении. Передача луча может быть достигнута только после добавления смешанного газа. 3) Передача короткого замыкания может использоваться для сварки во всех положениях, качество сварки тонкостенных компонентов высокое, а сварочная деформация невелика. 4) Обладает сильной устойчивостью к ржавчине, низкое содержание водорода в сварном шве и низкая склонность к холодному растрескиванию при сварке низколегированных высокопрочных сталей. 5) Газ CO2 дешев, а очистка свариваемых деталей перед сваркой может быть упрощена. Стоимость сварки составляет всего от 40 до 50% стоимости дуговой сварки под флюсом и электродуговой сварки.4. Дуговая сварка под флюсом:1) Высокая производительность сварки2) Хорошее качество сварки3) Низкая стоимость сварки4) Хорошие условия труда5) Большая зона сварки5. Контактная сварка: 1) Два металла нагреваются внутри под давлением для завершения сварного шва. Металлургические проблемы очень просты, будь то процесс формирования сварного соединения или процесс формирования поверхности соединения. 2) Из-за концентрации тепла и короткого времени нагрева зона термического влияния мала, а деформация и напряжение маленькие. Как правило, нет необходимости учитывать процесс коррекции или термообработки после сварки. 3) Простое управление, легко реализовать механизированное и автоматизированное производство, отсутствие шума и дыма, хорошие условия труда. 4) Благодаря высокой производительности его можно интегрировать в сборочная линия вместе с другими производственными процессами в массовом производстве.6. Ручная электродуговая сварка: 1) Используемое оборудование относительно простое, сравнительно дешевое и портативное. 2) Газовая защита не требуется. 3) Гибкая работа и высокая адаптируемость. 4) Оно имеет широкий спектр применения и подходит для сварки в большинстве случаев. промышленные металлы и сплавы.
In Yonglihao legen alle Mitarbeiter Wert auf Qualität. Prüfberichte und Muster aller Produkte werden von unserer Qualitätskontrollabteilung aufbewahrt.>> Eingangskontrolle des RohmaterialsAlle Materialien müssen mit Lieferantenzertifikaten versehen sein und vor Produktionsbeginn die Eingangskontrolle bestehen. Gelegentlich werden Materialproben für spezifische Tests an ein unabhängiges Labor geschickt, um den Anforderungen der Kunden gerecht zu werden. Alle Materialien müssen gekennzeichnet und klassifiziert werden, damit die ursprüngliche Quelle jederzeit während des Produktionsprozesses zurückverfolgt werden kann.>> ProduktionsinspektionJede Phase des Produktionsprozesses wird durch Produktionsinspektion überwacht. Das erste Produkt muss Tests in jeder Phase des Produktionsprozesses bestehen. Nur wenn der Test abgeschlossen und vom Qualitätskontrollmanager bestätigt wurde, konnte die Massenproduktion durchgeführt werden. Jeder produzierende Bediener führt während des Produktionsprozesses ständige Tests durch, einschließlich Größenmessung und Beobachtung des Erscheinungsbilds. >Endkontrolle: Produkte von Yonglihao können die Lager erst verlassen, nachdem alle Unterlagen unterzeichnet und versiegelt wurden.br>
Q3:What kinds of information you need for quote?A3:Kindly please provide the product drawing in PDF, and will be better you can provide 3D drawing in STEP or IGS format.Q4: What shall we do if we do not have drawings?A4:Please send your sample to our factory, then we can copy or provide you better solutions. Please send us pictures or drafts with dimensions (Length, Hight, Width), CAD or 3D file will be made for you if placed order.Q5: How can we know the chemical component of your products is according to our request?A5: When we offer samples or batch parts, we will also send you our material list from our material factory, it shows more detailed.Q6: How to guarantee your final size can meet our drawing request?A6: we will make moulds according to your 3D drawing. And we also do sampling when batch production start, to make sure the final dimension can meet your request.Q7: How to make sure the color after painting or powder coating can be correct?A7: We have color card with different color number, such as RAL9016, we will contrast the sample surface and color card, to make sure the final surface effect is correct.Q8: Generally, how do you packing the goods?A8: normally, for inner package: the goods is nude, for outer package: carton + plywood. Q9: If we find the defect products exist in the batch parts, how to do?A9: Yes,your caution is very good, in fact, when batch production, we need do sampling. Before shipment, we also do testing to make sure the quality is ok. If you found several defect product exists, pls take photos and send your quality feedback, we will check and send you qualified products. But pls be assured that our products is qualified, unless caused by the worker's mistake to place.
Отправить нам